

Torque Limiters Increase Efficiency in Plastic Extrusion
The tendency to limit the use of plastics is balanced by recycling and lightening, concepts that provide new momentum for the production of machinery. These require state-of-the-art components to be efficient: particularly in the extrusion segment it is essential to combine kinematic chain protection and vibration dampening requirements. R+W Italia’s product portfolio includes a wide range of components, such as the ST series torque limiters which are able to meet the needs of manufacturing companies.
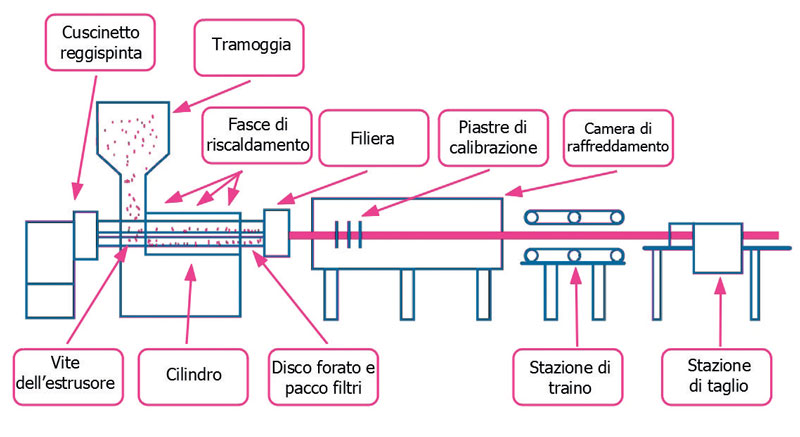
Figure 1. Components of an extruder. 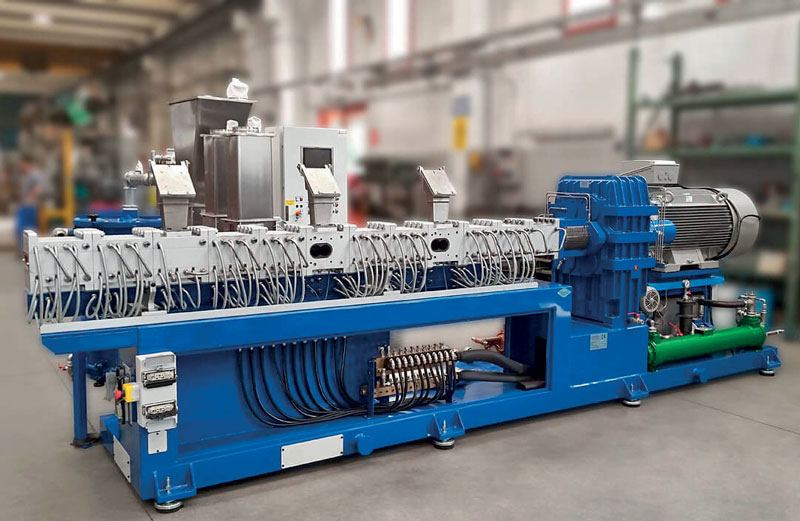
Figure 2. Cylinder and reduction unit downstream of the electric motor
The highly current theme of the circular economy represents an opportunity for considerable development for the entire sector; provided that the industries propose plants in an Industry 4.0 key, which will require cutting-edge components. Plastic recycling machinery can reach maximum efficiency if it is equipped with torque limiters capable of preventing machine stoppages by coming into operation when an overload should block the plant. Without the torque limiters the risk of recording failures or breakages is very high; similar accidents can stop the entire production and affect the competitiveness of the company. Zero emissions for cars can also be a chance: the increasingly stringent EU emission limits imposed on cars will boost the use of plastics in the automotive sector. In fact, plastic is the ideal material for reducing the weight of cars, which translates into lower consumption and less polluting emissions.
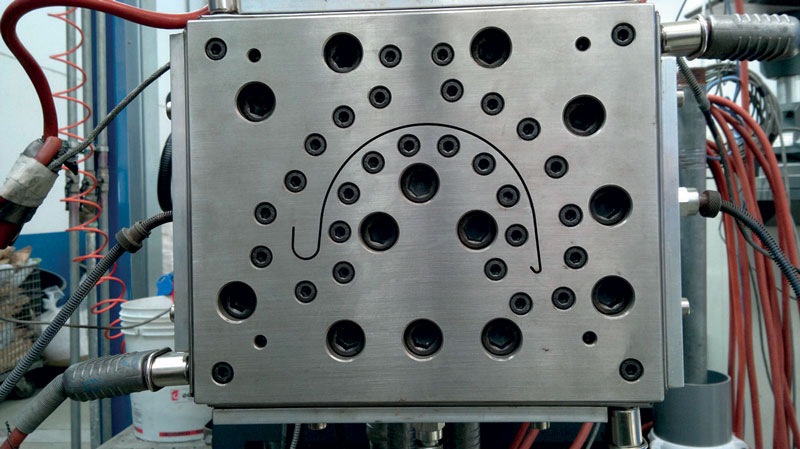
Figure 4. Die for the production of technical profiles. 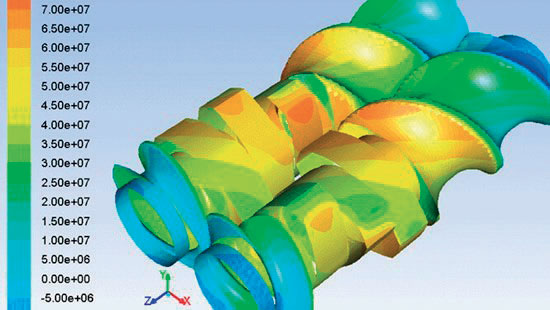
Figure 3. Simulation of pressure increase in a twin-screw extruder.
The plastic extrusion process in the detail
Extrusion is a process characterized by high levels of integration. The extruder can be a component of the production line or constitute the entire production line. Among the main critical points of the process is the optimal regulation of the extruder temperature. Incorrect temperature regulation would, in fact, lead to inappropriate formation of the polymeric compounds used, wrong melting temperature at the extruder outlet and other incorrect operating conditions. The activity of setting the production parameters must be accompanied by the programming of ordinary and extraordinary maintenance operations. In a correctly designed plastic extruder, the optimal choice of the extruder’s components is decisive for the achievement of both pre-established productivity levels and the quality of the final product. The choice of components is also fundamental in achieving the appropriate performance levels of the system. The melted material is forced through the orifice of the die plate. The profile thus obtained is then subjected to cooling: the profile can then pass through a series of dimensioning plates or forming tools. Excess heat from the profile is removed by means of cold water baths, compressed air jets or contacts with cooling surfaces, in order to achieve the appropriate levels of dimensional stability before the final stages of production.

Figure 5. Water bath cooling chamber with proprietary antiovalisation system. 
Figure 6. Towing station.
Components and functionality of a plastic extruder
The components of an extruder is schematically represented in Figure 2, while figure 4 shows cylinder and reduction unit downstream of the electric motor. The main task of the cylinder is to accommodate the screw and provide the development path to the die for the production of the desired profile.
The design of the extruder’s screw is such as to allow the subsequent dosing and gradual melting of the plastic material pellets; at the same time, the screw exerts pressure on the material with consequent stress along its axis. During screw rotation, the resin pellet is subsequently dosed by its threads and gradually melted, developing pressure along its path. The contribution of flow heat and pressure, which both increase until the material reaches the die, are crucial in the design of twin-screw extruders, as shown in the simulation results in Figure 5. The sizing of the thrust bearing considers its positioning between the screw and the assembly given by the kinematic coupling between motor and gearbox. It is thus subject to the axial load resulting from the screw rotating against the plastic material being processed. This prevents backward movement of the screw in the cylinder, absorbing the loads generated by the screw during the process. The heating bands have the task of keeping the temperature of the material constant in a certain area of the cylinder., while the task of the perforated disc is to hold the filter pack in its housing. The filter pack consists of a series of wire filters in the form of nets of different sizes, used to filter out any contaminants or unmelted resin particles before they reach the die, protecting it from damage.
The task of the die is to ensure that the heated material takes the required shape. The most common types of die are standard flat and conical. Figure 10 shows an example of a die for the production of technical profiles. In the cooling chamber, the profile passes through a moving water bath or a series of compressed air jets, which can be equipped with remodelling systems to maintain tolerance and shape retention requirements. Figure 11 shows a water bath cooling chamber with a proprietary system to prevent ovalization of the extrusion. At the exit of the cooling chamber, the profile enters a towing station, which has the task of keeping the profile moving through the entire process at a constant speed. An example of a towing station is shown in Figure 13. When the profile reaches the cutting station, it is completely cooled down.
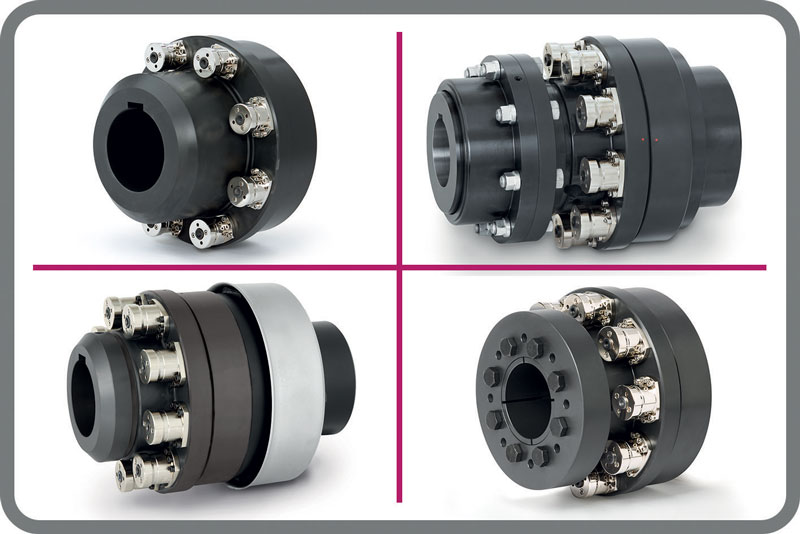
ST series torque limiters from R+W. 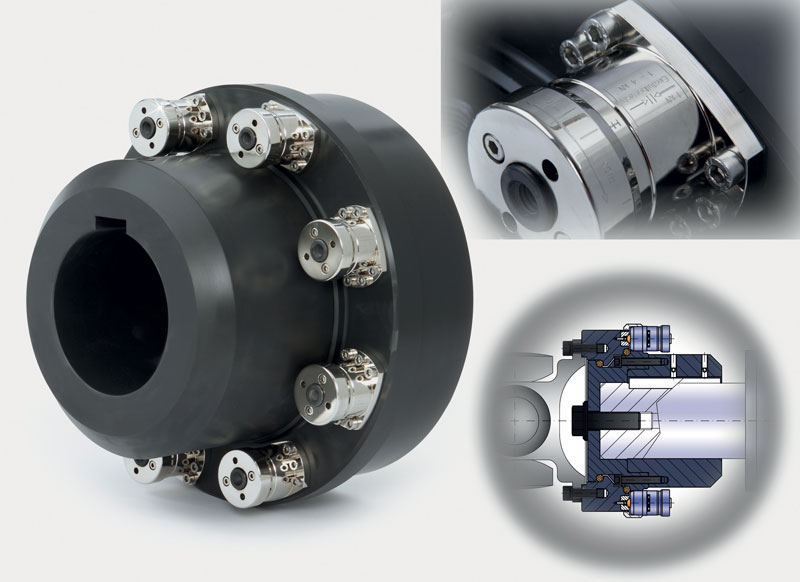
ST1series torque limiter from R+W. 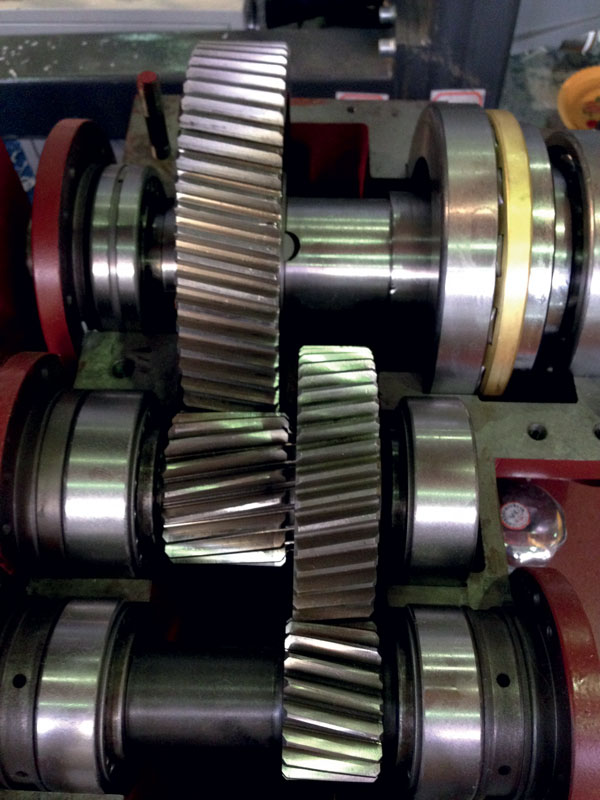
Thrust bearing inside an extruder’s geared motor unit.
The role of the component supplier
The design of a plastics extrusion plant requires a careful choice of kinematic couplings. R+W, a leading manufacturer of couplings and line shafts, is able to make its experience available to the designer. In extruders, where it is necessary to combine kinematic chain protection and vibration dampening requirements, R+W also provides a complete range of solutions for all transmission requirements such as ST series torque limiters.
Absolutely backlash-free, ST torque limiters allow the motor system to be protected in the event of overload, disconnecting it from the driven part within milliseconds. Extremely precise, they transmit torque with great accuracy and intervene only when necessary. In addition, they allow quick and easy resetting as soon as the cause of the overload is removed.